Aluminum is the metal of choice for metal cladding systems for three primary reasons: It protects itself against corrosion. It accepts and holds a variety of attractive surface finishes. And it can be fabricated economically into elaborately detailed shapes by means of the process of extrusion.
The principle of extrusion is easily visualized: It is like squeezing toothpaste from a tube. In response to the squeezing pressure, the tube extrudes a column of toothpaste that is cylindrical in shape because the orifice of the tube is round. If the shape of the orifice were changed, one could produce many other shapes of toothpaste as well—square, triangular, flat, and so on.
To manufacture an aluminum extrusion, a large cylindrical billet of aluminum is heated to a temperature at which the metal flows under pressure but still retains its shape when the pressure is released. The heated billet is placed in the cylinder of a large press where a piston squeezes it under enormous pressure through a die, a steel plate with a shaped metal orifice. The orifice imparts its shape to a long extruded column of aluminum that is supported on rollers, cooled, straightened as necessary, and cut into convenient lengths (Figures 21.2 and 21.3).
Very intricate aluminum sections can be extruded for a variety of purposes, including not only curtain wall components but also door frames, window frames, entrances and storefronts, handrails, grillwork, and structural shapes such as wide flanges, channels, and angles. The high precision of the extrusion process permits it to be used for close-tolerance details such as snap-in glazing beads, snap-on mullion covers, screw slots, and screw ports (Figures 21.4–21.7). Hollow shapes may be extruded by mounting the portion of the die that forms the interior of the shape on a steel “spider” that is attached to the inside of the die. The metal flows around the legs of the spider before it passes through the orifice. The accompanying illustrations show some of the ways in which extruded aluminum details are utilized in building cladding. Extrusion dies are easily produced for custom-designed sections if there will be a long enough production run to amortize their expense.
FIGURE 21.1 The basic components of the Trusswall mullions shown on p. 838 are aluminum extrusions. Aluminum plate webs, welded to the tubular extrusions, increase the depth of the mullion and make it stiff enough to support very tall glass walls against wind loads. (Photo courtesy of Kawneer Company, Inc.)
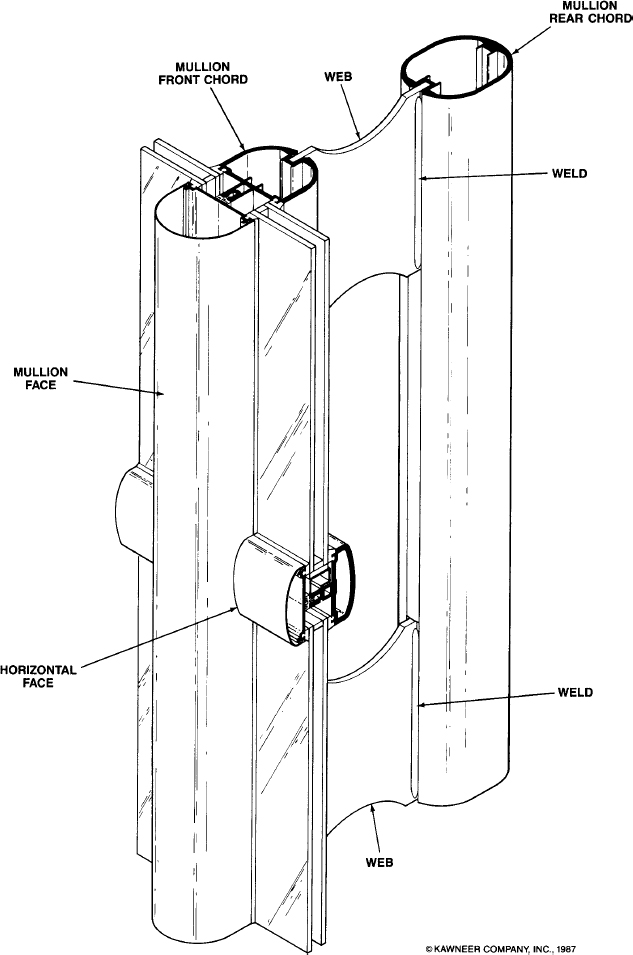
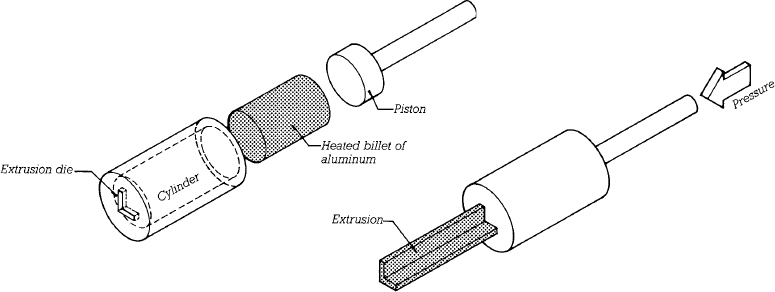
FIGURE 21.2 The concept of extrusion
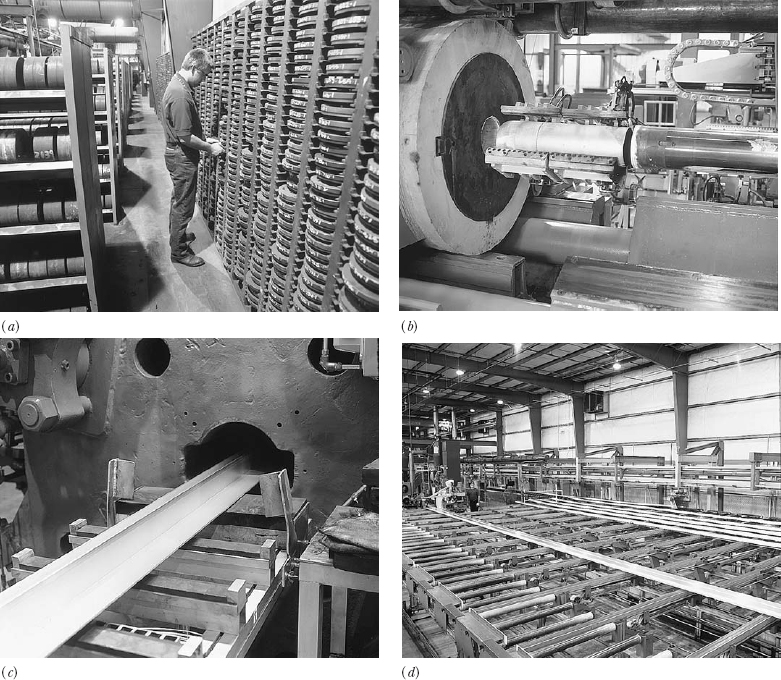
FIGURE 21.3 Making aluminum extrusions for curtain wall components. (a) Hundreds of extrusion dies for the many components of curtain walls are organized in racks. (b) A heated billet of aluminum is inserted into the cylinder of the extrusion press. (c) An extrusion emerges from the die. (d) Long aluminum extrusions cool on rollers, ready for straightening and cutting to length. (Photos courtesy of Kawneer Company, Inc.)
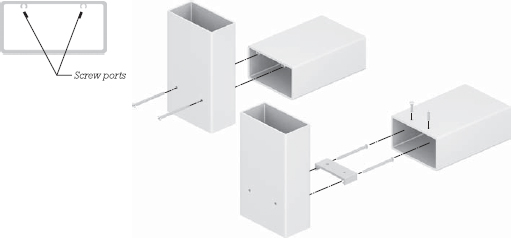
FIGURE 21.4 Screw ports are extruded cylindrical features that allow a screw to be driven parallel to the long axis of an extrusion. In the upper example, the screws pass through slightly oversized holes drilled through one box-shaped extrusion into screw ports in another box-shaped extrusion that are slightly smaller in diameter than the screws, thus engaging the screw threads tightly in the screw ports and making a snug joint. In the lower example, the screw ports are slightly larger than the outside diameter of the screws. The screws pass through the ports in a short piece of aluminum known as a “shear block” and engage slightly undersized holes in the vertical extrusion. Then the horizontal member is slipped over the shear block and screwed to it through drilled holes.
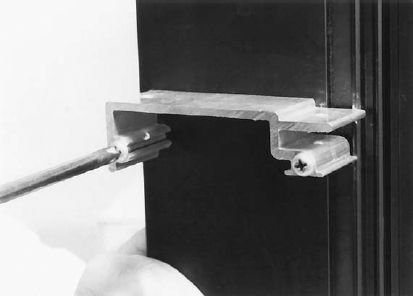
FIGURE 21.5 Self-tapping screws are driven through screw ports to fasten an extruded aluminum shear block to a vertical mullion. (Courtesy of Kawneer Company, Inc.)
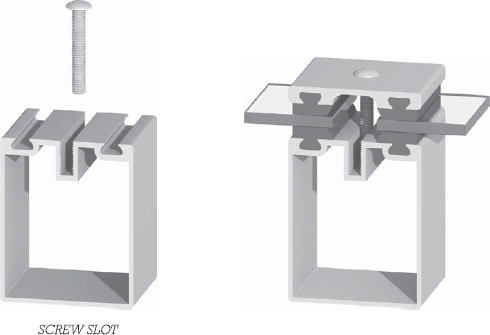
FIGURE 21.6 Screw slots allow screws to be driven perpendicular to the long axis of an extrusion. In this example, screws pass through oversized holes in an extruded aluminum pressure plate and pull the plate down toward the screw slot. Extruded gaskets of synthetic rubber are pressed into channels in both extrusions to seal tightly against the glass.
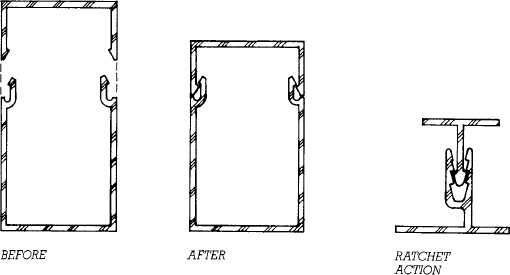
FIGURE 21.7 Snap-on and snap-together features are commonly used in extruded aluminum curtain wall components. Assembly is accomplished simply by aligning the components and tapping firmly with a rubber mallet or squeezing with a rubber-cushioned clamp.
Thermal Breaks
Aluminum conducts heat rapidly. In very cold weather, the indoor surfaces of an aluminum member that passes from the outside of the building to the inside, such as a window frame, would be so cold that moisture and possibly frost would condense on them. In very hot, humid weather, in an air-conditioned building, the outdoor surfaces of the same window frame might be cool enough to condense moisture from the air. This is why all but the simplest aluminum framing systems are manufactured with thermal breaks, which are internal components of insulating material that isolate the aluminum on the interior side of the component from aluminum on the exterior side. These dramatically reduce the flow of heat through the member (Figure 21.8).
There are several ways of creating thermal breaks; Figure 21.8 shows a cast and debridged thermal break, in which molten plastic is poured into a deep channel in the center of an aluminum member, where it hardens. Then the aluminum that forms the bottom of the channel is cut away in a debridging process that leaves only the plastic to connect the two halves of the member. Rubber or plastic gaskets, plastic strips, and plastic clips are also used as thermal breaks, as illustrated by several examples in this chapter.
CONSIDERATIONS OF SUSTAINABILITY IN ALUMINUM CLADDING
Manufacture
• The ore from which aluminum is refined, bauxite, is finite but relatively plentiful. The richest deposits are generally found in tropical areas, often where rain forests must be clearcut to facilitate mining operations.
• Aluminum is refined from bauxite by an electrolytic process that uses huge quantities of electricity. Aluminum smelters are often located near plentiful supplies of inexpensive hydroelectric power for this reason.
• The embodied energy in aluminum is roughly 100,000 BTU per pound (230 MJ/kg), seven times that of steel, making it one of the most energy-intensive materials used in construction.
• Large volumes of water are required for smelting. Waste-water from aluminum manufacture contains cyanide, antimony, nickel, fluorides, and other pollutants.
• Aluminum is recycled at a very high rate, due largely to industry efforts. Recycled aluminum is produced using only a fraction of the energy, approximately 5000 BTU per pound (12 MJ/kg), required to convert ore to aluminum.
• Aluminum extrusions are easy to produce and to form into cladding components. Their light weight saves transportation energy.
• Powder coatings for aluminum, which release no solvents into the atmosphere, are preferable environmentally to solvent-based coatings.
Construction
• Aluminum cladding is easy to erect because of its light weight and simple connections. Little waste or pollution is associated with the process. Scrap is readily recycled.
In Service
• Aluminum cladding seldom needs maintenance, lasts for a very long time, and can be recycled when a building is demolished.
• Because aluminum is highly conductive of heat, cladding components must be thermally broken.
• Aluminum foils used as vapor retarders, components of insulation systems, and radiant heat barriers save large amounts of heating and cooling energy. They are so thin that they consume little metal relative to the energy they can save over the lifetime of the building.
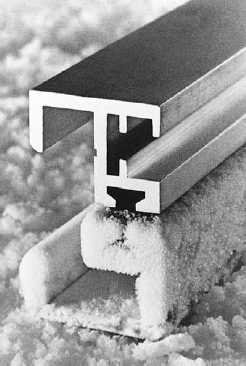
FIGURE 21.8 This thermally broken aluminum mullion extrusion is sitting on a block of dry ice in a humid room. Frost has formed on the portion of the mullion nearest the dry ice, but the cast and debridged thermal break keeps the rest of the mullion warm enough that moisture does not condense on it. (Photo compliments of the H. B. Fuller Company, St. Paul, Minnesota)
Surface Finishes for Aluminum
Aluminum, though it is a very active metal chemically, does not corrode away in service because it protects itself with a thin, tenacious oxide film that seals the surface of the metal and discourages further oxidation. While this film does an adequate job of protecting the aluminum, in the outdoor environment it develops a chalky or spotty appearance that looks rather shabby.
Anodizing is a manufacturing process that produces an integral oxide coating on aluminum that is thousands of times thicker and more durable than the natural oxide film that would otherwise form. The component to be anodized is immersed in an acid bath and becomes the anode in an electrolytic process that takes oxygen from the acid and combines it with the aluminum. Color can be added to the coating by means of dyes, pigments, special electrolytes, or special aluminum alloys. The colors most frequently used in buildings are the natural aluminum color, golds, bronzes, grays, and black, but other colors are possible. The advantages of anodized finishes are their extreme hardness and, in most colors, their extreme resistance to weather and fading.
Aluminum cladding components can also be finished with a variety of organic coatings. Fluoropolymer coatings are based on highly inert synthetic resins, such as polyvinylidene fluoride (PVDF), which are exceptionally colorfast and resistant to all forms of weathering, including ultraviolet deterioration. In a typical finishing process, the aluminum is first chemically cleaned and then primed. Next, one or two fluoropolymer finish coats, first a color coat and, optionally, a second clear coat, are spray applied. After the application of each of these finish coats, the aluminum piece is passed through an oven and baked at 450 degrees Fahrenheit (230°C), a process that causes the resin molecules to intertwine and fuse into a tightly bonded matrix. Fluoropolymer coatings are available in a broad spectrum of colors, including bright metallic finishes. They are the most expensive of the organic coatings and the longest lasting, the best of which can be expected to last 20 years or more under normal service conditions.
Powder coatings are manufactured with thermosetting powders that are composed of plastic resins, such as polyester, and pigments. The powder is electrically charged and then sprayed onto the aluminum component, which is grounded so that the powder adheres to it electrostatically. The component is then passed through an oven, where the powder fuses to produce a hard, resistant coating, usually in a single application. Among the advantages of powder coatings are their lower cost in comparison to fluoropolymers, their durability, the wide range of colors and finishes in which they are available, and their freedom from organic solvents that cause air pollution. In fact, the application of powder coatings generates no volatile organic compounds (VOCs) whatsoever.
Baked enamel coatings, consisting of spray-applied acrylic or polyester polymers, sometimes modified with silicone, are also used as aluminum coatings. They provide finishes with very high glosses in a wide selection of colors.
Aluminum finishes are specified according to standards published by the American Architectural Manufacturers Association (AAMA) that establish minimum requirements for coating thickness, colorfastness, gloss retention, corrosion resistance, resistance to chalking, abrasion resistance, and other characteristics related to the durability and performance of the finish. Anodized finishes are specified according to AAMA 611. Class I anodized finishes are thicker and longer-lasting than Class II anodized finishes. Class I finishes are suitable, for example, for curtain wall components on a tall building, whereas Class II anodized finishes are more commonly specified for residential aluminum products or low-rise aluminum storefront systems. Organic coatings are specified according to AAMA standards 2605, 2604, and 2603. Fluoropolymers with a high PVDF content and some powder coatings can meet the requirements of AAMA 2605, the most stringent of the three. Coatings meeting the requirements of either AAMA 2604 or 2603 are progressively less expensive and less long-lasting.
A wide range of surface effects may be applied to aluminum by mechanical and chemical processes. Mechanical finishes are produced by such means as wire brushing, wheel or belt polishing, buffing, grinding, burnishing, barrel tumbling, sandblasting, blasting with steel shot or glass beads, and abrasive blasting. Each produces a different surface texture. Chemical finishes include bright dipping, which produces mirrorlike surfaces; etching; and chemical conversion coatings such as oxides, phosphates, or chromates. Mechanical and chemical finishes may be done in preparation for the application of other types of finishes or, in some cases, may act as final finishes.
Other Curtain Wall Frame Metals
While the vast majority of contemporary curtain wall framing is made from aluminum extrusions, systems manufactured from other metals, such as extruded bronze or cold formed galvanized or stainless steel are also available.
Leave a Reply