Concrete that is intended as finished interior or exterior surfaces, and is specified with highly prescribed finish characteristics, is known as architectural concrete. Most formed concrete surfaces, although structurally sound, have too many blemishes and irregularities to be visually attractive. A vast amount of thought and effort has been expended to develop handsome surface finishes for architectural concrete (Figures 14.49–14.52). Exposed aggregate finishes involve the scrubbing and hosing of concrete surfaces shortly after the initial set of the concrete to remove the cement paste from the surface and reveal the aggregate. This process is often aided by chemicals that retard the set of the cement paste; these are either sprayed on the surface of a slab or used as a coating inside formwork. Because concrete can take on almost any texture that can be imparted to the surface of formwork, much work has gone into developing formwork surfaces of wood, wood panel products, metal, plastic, and rubber to produce textures that range from almost glassy smooth to ribbed, veined, board textured, and corrugated. After partial curing, other steps can be taken to change the texture of concrete, including sandblasting, rubbing with abrasive stones, grinding smooth, and hammering with various types of flat, pointed, or toothed masonry hammers. Many types of pigments, dyes, paints, and sealers can be used to add color or gloss to concrete surfaces and to give protection against weather, dirt, and wear.
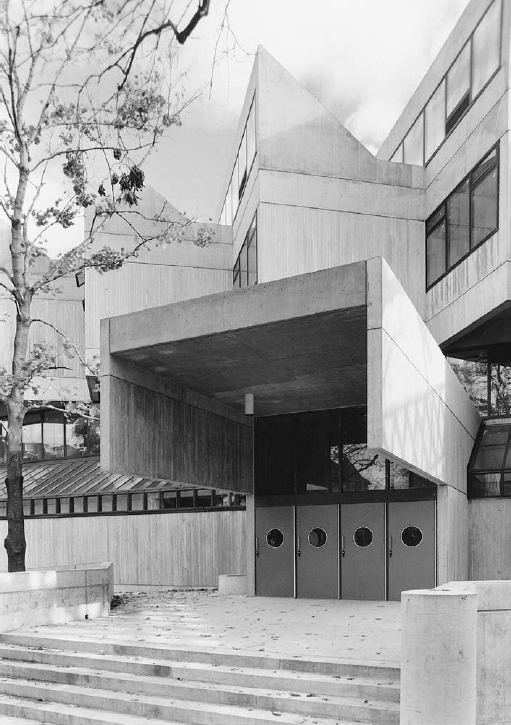
FIGURE 14.49 Exposed wall surfaces of sitecast concrete. Narrow boards were used to form the walls, and form tie locations were carefully worked out in advance. (Architect: Eduardo Catalano. Photo by Erik Leigh Simmons. Courtesy of the architect)
If we were to train ourselves to draw as we build, from the bottom up . . . stopping our pencil to make a mark at the joints of pouring or erecting, ornament would grow out of our love for the expression of method.
Louis I. Kahn, quoted in Vincent Scully, Jr., Louis I. Kahn, 1962
Exposed wall surfaces of concrete need special attention from the designer and contractor (Figure 14.51). Chairs and bolsters need to be selected that will not create rust spots on exterior concrete surfaces. Form tie locations in exposed concrete walls should be patterned to harmonize with the layout of the walls themselves, and the holes left in the concrete surfaces by snapped-off ties must be patched or plugged securely to prevent rusting through. Joints between pours can be concealed gracefully with recesses called rustication strips in the face of the concrete. The formulation of the concrete needs to be closely controlled for color consistency from one batch to the next. In cold climates, air entrainment is advisable to prevent freeze-thaw damage of exterior wall surfaces.

FIGURE 14.50 Exposed wall surfaces of concrete, sandblasted to expose the aggregate. Note the regular spacing of the form tie holes, which was worked out by the architect as an integral feature of the building design. (Architect: Eduardo Catalano. Photo by Gordon H. Schenck, Jr. Courtesy of the architect)
FIGURE 14.51 Standards specified by the architect to ensure satisfactory visual quality in the exposed concrete walls of the buildings illustrated in Figures 14.49 and 14.50. (Courtesy of Eduardo Catalano, Architect)
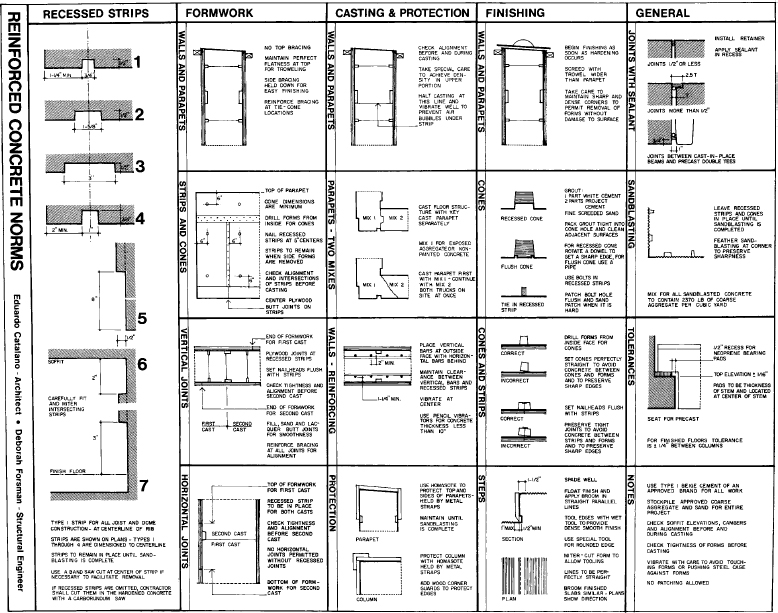
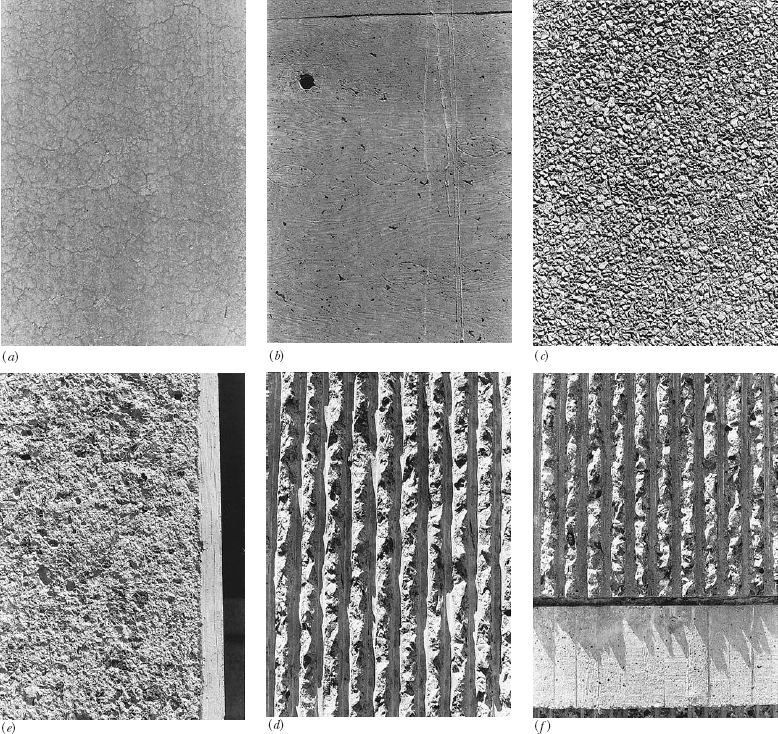
FIGURE 14.52 Close-up photographs of some surface textures for exposed concrete walls. (a) Concrete cast against overlaid plywood to obtain a very smooth surface shows a crazing pattern of hairline cracks after 10 years of service. (b) The boat-shaped patches and rotary-sliced grain figure of A-veneered plywood formwork are mirrored faithfully in this surface. A neatly plugged form tie hole is seen at the upper left, and several lines of overspill from a higher pour have dribbled over the surface. (c) This exposed aggregate surface was obtained by coating the formwork with a curing retarder and scrubbing the surface of the concrete with water and a stiff brush after stripping the formwork. (d) The bush-hammered surface of this concrete column is framed by a smoothly formed edge. (e, f) Architect Paul Rudolph developed the techniques of casting concrete walls against ribbed formwork, then bush hammering the ribs to produce a very heavily textured, deeply shadowed surface. In the example to the right, the ribbed wall surface is contrasted to a board-formed slab edge, with a recessed rustication strip between. (Photos by Edward Allen)
CUTTING CONCRETE, STONE, AND MASONRY
It is often necessary to cut hard materials, both in the course of obtaining and processing construction materials and during the construction process itself. The quarrying and milling of stone require many cutting operations. Precast concrete elements are frequently cut to length in the factory. Masonry units often need to be cut on the construction site, and masonry walls sometimes require the cutting of fastener holes and utility openings. Concrete cutting has become an industry in itself because of the need for utility openings, fastener holes, control joints, and surface grinding and texturing. Cutting and drilling are required to create new openings and remove unwanted construction during the renovation of masonry and concrete buildings. Core drilling is used to obtain laboratory test specimens of concrete, masonry, and stone. Finally, cutting is sometimes necessary to remove incorrect work and to perform building demolition operations.
In preindustrial times, hard materials were cut with hand tools, such as steel saws that employed an abrasive slurry of sand and water beneath the blade, and hardened steel drills and chisels that were driven with a heavy hammer. Wedges and explosives in drilled holes were used to split off large blocks of material. These techniques and mechanized variations of them are still used to some extent, but diamond cutting tools are rapidly taking over the bulk of the tough cutting chores in the construction industry. Diamond tools are expensive in first cost, but they cut much more rapidly than other types of tools, they cut more cleanly, and they last much longer, so they are usually more economical overall. Furthermore, diamond tools can sometimes do things that conventional tools cannot, such as precision sawing marble and granite into very thin sheets for floor and wall facings.
Diamonds cut hard materials efficiently because they are the hardest known material. Most of the industrial diamonds that go into cutting tools are synthetic. They are produced by subjecting graphite and a catalyst to extreme heat and pressure, then sorting and grading the small diamonds that result. Although some natural diamonds are still used in industry, synthetic diamonds are preferred for most tasks because of their more consistent behavior in use.
To manufacture a cutting tool, the diamonds are first embedded in a metallic bonding matrix and the mixture is formed into small cutting segments. The choice of diamonds and the exact composition of the bonding matrix are governed by the type of material that is to be cut. The cutting segments are brazed to steel cutting tools— circular saw blades, gangsaw blades, core drill cylinders— and the cutting tools are mounted in the machines that drive them. Some tools are designed to cut dry, but most are used with a spray of water that cools the blade and washes away the cut material. The accompanying illustrations (Figures A–J) show a variety of machines that use diamond cutting tools. Another example is shown in Figure 9.25. Diamonds are also made into grinding wheels, which are used for everything from sharpening tungsten carbide tools to flattening out-of-level concrete floors and polishing granite.
Cutting tools based on materials other than diamonds are still common on the construction job site. Tungsten carbide is used for the tips of small-diameter masonry and concrete drills and for the teeth of woodworking saws. Low-cost circular saw blades composed of abrasives such as silicon carbide are useful for occasional cutting of metals, concrete, and masonry, but the cutting action is slow and the blades wear very quickly. Less precise tools such as the pneumatic jackhammer, hydraulic splitters, and the traditional sledgehammer also have their uses. For large-volume precision cutting and drilling, however, there is no substitute for the industrial diamond.
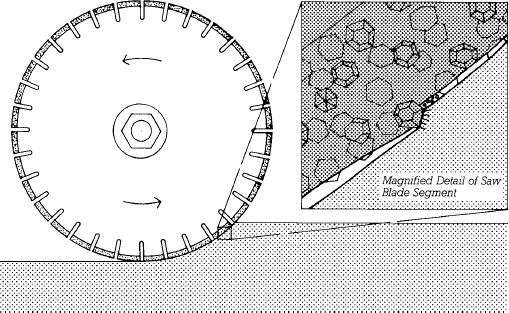
FIGURE A A diamond saw blade is made up of cutting segments brazed to a steel blade core. Each cutting segment consists of diamond crystals embedded in a metallic bonding matrix. The diamonds in the cutting segment fracture chips from the material being cut. In doing so, each diamond gradually becomes chipped and worn and finally falls out of the bonding matrix altogether. The bonding matrix wears at a corresponding rate, exposing new diamonds to take over for those that have fallen out.

FIGURE B A hand-held pneumatically powered diamond circular saw cuts excess length from a concrete pile. (Courtesy of Sinco Products, Inc.)

FIGURE C A pneumatically powered diamond circular saw slices a control joint in a concrete pavement. (Courtesy of Partner Industrial Products, Itasca, Illinois)

FIGURE D Cutting a new opening in a masonry wall with a diamond circular saw. (Courtesy of Partner Industrial Products, Itasca, Illinois)

FIGURE E Although a conventional circular saw can cut to a depth of only about a third of its blade diameter, this edge-driven ring saw can cut hard materials to a depth of almost three-quarters of its diameter. (Courtesy of Partner Industrial Products, Itasca, Illinois)
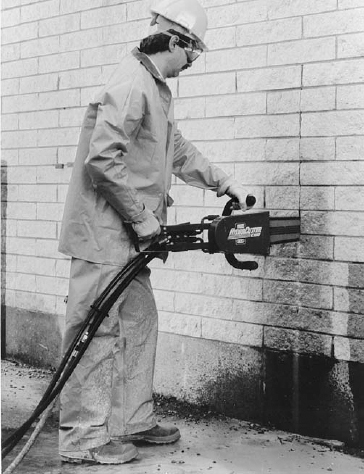
FIGURE F A hydraulically driven chain saw with diamond teeth cuts a concrete masonry wall. (C-150 Hydracutter, photo courtesy of Reimann & George Construction, Buffalo New York)
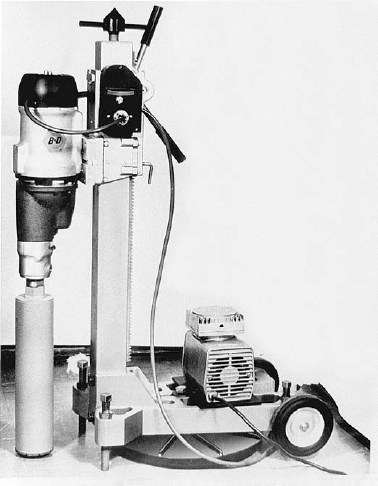
FIGURE G A diamond core drill is used for cutting round holes. (Photo courtesy of Sprague & Henwood, Inc., Scranton, Pennsylvania)
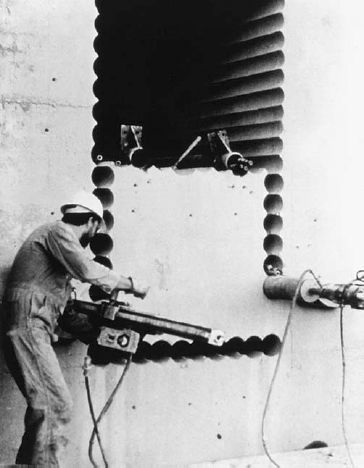
FIGURE H Using a technique called “stitch drilling,” a core drill cuts an opening in a very thick wall. (Courtesy of GE Superabrasives)
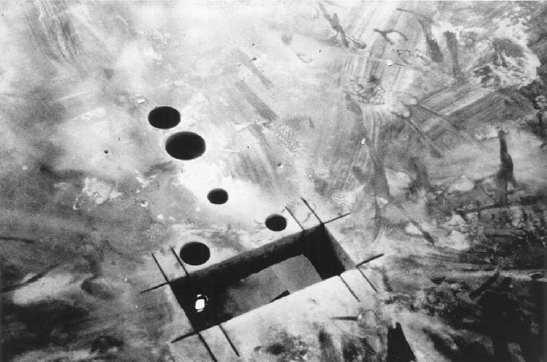
FIGURE I Sawed and drilled openings for utility lines in a concrete floor slab. (Courtesy of GE Superabrasives)
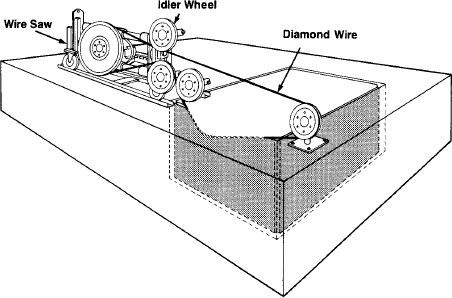
FIGURE J Wire saws are capable of cutting depths and thicknesses of material that cannot be cut with any other kind of tool. Holes are first drilled at the corners of the cut, and the diamond cutting wire is strung through the holes and around the wheels of the sawing equipment. The equipment maintains a constant tension on the wire as it is pulled at high speed through the material. The wire gradually cuts its way out, leaving smooth planar surfaces. The wire is actually a steel cable on which steel beads with diamonds embedded in them are strung. (© 1988 Cutting Technologies, Inc., Cincinnati, Ohio. All lights reserved)

FIGURE K This hotel was created from 36 concrete grain silos originally built in 1932. The 7-inch (180-mm) walls of the silos were cut with diamond circular saw blades ranging in diameter from 24 to 42 inches (610–1070 mm) to create the window and door openings. (Courtesy of GE Superabrasives)
Basically there are two approaches to the problem of producing a good surface finish on concrete. One is to remove the cement that is the cause of the blemishes and expose the aggregate. The other is to superimpose a pattern or profile that draws attention from the blemishes.
Henry Cowan, Science and Building: Structural and Environmental Design in the Nineteenth and Twentieth Centuries, New York, John Wiley & Sons, Inc., 1978, p. 283
Leave a Reply