The plants and processes in chemical process industries possess the following major characteristics:
• Large production capacity: The average production capacities of plants engaged in the manufacture of bulk chemicals such as sulfuric acid, ammonia, and ethylene can easily reach into thousands of tons per day (tpd). The largest sulfuric acid plant in the United States has a capacity to produce 4500 tons of acid per day. A plant producing 100 tpd of sulfuric acid is classified as a small plant. The average size of an ethylene unit is about 2500 tpd. Most chemical processes benefit from the economy of scale; that is, the capital and operating costs do not increase linearly with capacity, making larger units more profitable than smaller ones. The large size of the units also means that the industry is highly capital intensive [1].
• Continuous operation: Almost all the plants producing bulk chemicals operate in a continuous, steady-state mode, where conditions are invariant with respect to time. Pharmaceuticals and fine chemicals produced in lower quantities are often produced in batch processes. Even for these plants, while the reaction may be conducted in a batch reactor, the subsequent processing may be carried out in a continuous mode.
• High productivity: A consequence of the continuous operation is the high degree of automation in the chemical processes. Increasingly, the processing steps are controlled and run by computers, requiring minimal operator input. The combination of the economy of scale and high degree of automation has resulted in lower manpower requirements, in turn increasing personnel productivity as measured by metrics such as production volume per plant employee.
• Product diversity: The industry produces practically an unlimited number of products with widely varying characteristics. The products can be gaseous, liquid, or solid; organic or inorganic; volatile or nonvolatile; acidic, basic, or neutral; water soluble or insoluble; biodegradable or persistent; and many other contrasting properties. The applications also show remarkable extremes: from fertilizers and life-saving drugs to pesticides and defoliants, from cosmetics to solvents that dissolve metals and paints, and so on. The outputs of different processes may not share any characteristics, yet the processes can be amenable to analysis and design based on the same fundamental chemical engineering principles.
• Energy consumption and integration: The chemical industry is a major consumer of energy. The Energy Information Administration of the U.S. Department of Energy maintains exhaustive data on all aspects of energy in the United States. According to data from its Manufacturing Energy Consumption Surveys (MECS), the chemical industry accounts for 25% to 30% of the energy consumed by the manufacturing sector. Most chemical processes feature many steps that require energy (heat/electricity) input and many that release thermal energy. Chemical industries seek to manage these energy flows effectively by integrating them across various units.
Chemical industries differ significantly from other manufacturing industries with respect to the following three aspects:
• Uniform product functionality across scale-up and division: The output products of the chemical industries retain their physical and chemical characteristics after physical division, right up to the molecular level. Products of other manufacturing industries lose their defining characteristics and functionality if split into parts. For example, machines, engines, tools, and computers cease to be commercial products if cut into parts. The chemical product stream can be split into many divisions or scaled-down to any level without any loss of characteristics as compared to the parent stream.
• True continuity of operations: The continuous processes in chemical industries operate in a truly continuous manner, that is, with infinite frequency of product formation, or no interruption in the output stream. Several other manufacturing industries may also operate continuously around the clock—24 hours a day, 365 days a year (except for maintenance). However, the output is invariably in the form of discrete objects that are produced at some frequency with a time-interval between output units.
• Uniformity of product properties and uses: The characteristics of a chemical product are essentially independent of the manufacturer and the manufacturing process. For example, acetic acid produced by methanol carbonylation is virtually indistinguishable from that produced by ethylene oxidation. Whether produced by BP Chemicals or Millennium Chemicals, its properties and applications are practically identical. Products of other manufacturing industries retain their identity (manufacturer, model, etc.) and differ to a much greater degree across different manufacturers.
Chemical and allied industries are a mosaic of industries with products that bear no resemblance with each other and yet share many unifying characteristics. With its global reach, the chemical industry offers an opportunity for an engineer in practically any place in the world. The American Chemical Council (ACC, www.americanchemistry.com), a trade association of companies engaged in the chemical business, estimates that the business of chemistry supports 25% of the U.S. gross domestic product. Figure 2.10 shows the growth in the chemical business over the past 6 years, with its 2015 contribution being $801 billion, reflecting an average annual growth rate of ~2.5% since 2010. According to the ACC, each job in the chemical sector generated nearly 6.3 other jobs in the economy [12].
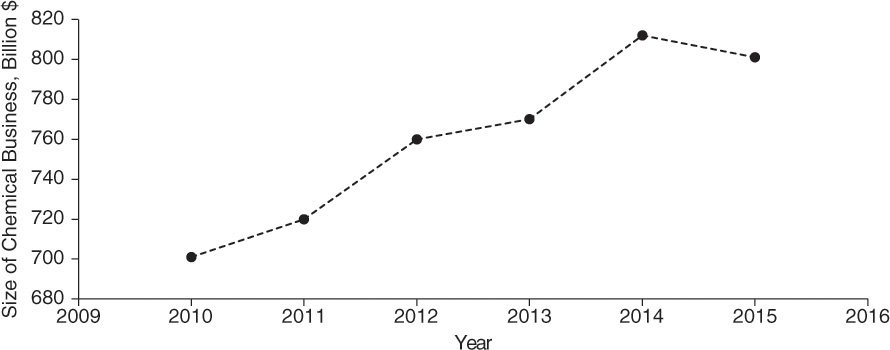
Figure 2.10 Growth of chemical business from 2010 to 2015.
Even the briefest of introduction to just a few of the tens of thousands of chemical products and the chemical processes for manufacture should make clear the wide variety of challenges faced by a chemical engineer. The education of a chemical engineer must prepare him/her to deal with any type of reaction or separation and handle any chemical while contributing to the profitability of the enterprise within the legal, ethical, and moral constraints placed by the society. How this is accomplished by the chemical engineering programs is described in the next chapter.
Leave a Reply