Hard Flooring Materials
Hard finish flooring materials (concrete, stone, brick, tile, and terrazzo) are often chosen for their resistance to wear and moisture. Being rigid and unyielding, they are not comfortable to stand on for extended periods of time, and they contribute to a live, noisy acoustic environment. Many of these materials, however, are so beautiful in their colors and patterns, and so durable, that they are considered among the most desirable types of flooring by designers and building owners alike.
Concrete
With a lightly textured wood float finish for traction, concrete makes an excellent finish floor for parking garages and many types of agricultural and industrial buildings. With a smooth, hard, steel trowel finish, concrete finds its way into a vast assortment of commercial and institutional buildings, and even into homes and offices. Color can be added with a colorant admixture, a concrete stain, or a couple of coats of floor paint. Concrete’s chief advantages as a finish flooring material are its low initial cost and its durability. On the minus side, extremely good workmanship is required to make an acceptable floor finish, and, unless applied as a finish topping very close to the end of construction, even the best concrete surface is likely to sustain some damage and staining during construction.
Stone
Many types of building stone are used as flooring materials, in surface textures ranging from mirror-polished marble and granite to split-face slate and sandstone (Figures 24.23 and 24.24). Installation is a relatively simple but highly skilled procedure of bedding the stone pieces in mortar and filling the joints with grout (Figure 24.25). Most stone floorings are coated with multiple applications of a clear sealer coating, and are waxed periodically throughout the life of the building to bring out the color and figure of the stone.
Bricks and Brick Pavers
Both bricks and half-thickness bricks called pavers are used for finish flooring, with pavers often preferred because they add less thickness and dead weight to the floor (Figures 9.41 and 24.26). Bricks may be laid with their largest surface horizontal or on edge. As with stone and tile flooring, decorative joint patterns can be designed especially for each installation.
Quarry Tiles
Quarry tiles are not, as might be guessed from their name, made of stone. They are simply large, fired clay tiles, usually square but sometimes rectangular, hexagonal, octagonal, or other shapes (Figures 24.27 and 24.28). Sizes range from about 4 inches (100 mm) to 12 inches (300 mm) square, with thicknesses ranging from ⅜ inch (9 mm) to a full inch (25 mm) for some handmade tiles. Quarry tiles are available in myriad earth colors, as well as in certain kiln-applied colorations. They are usually set in a reinforced mortar bed, although in residential work they may be thin-set directly to a subfloor of wood panels or tile backer boards (Figure 24.29). (Tile-setting methods are discussed in more detail in the previous chapter.) It is important that any subfloor to which tiles are glued should be exceedingly stiff; otherwise, flexing of the subfloor under changing loads will pop the tiles loose. Additional subfloor thickness and/or a stiff underlayment are advisable.

FIGURE 24.23 A slate floor in an automobile showroom. (Photo by Bill Engdahl, Hedrich Blessing. Courtesy of Buckingham-Virginia Slate Company)
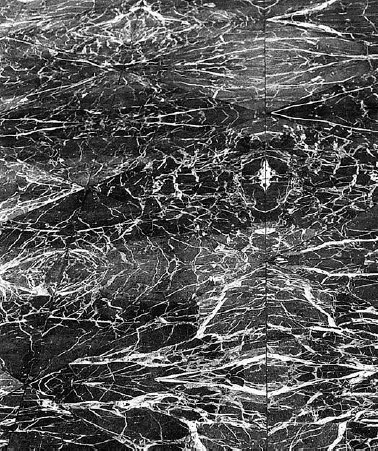
FIGURE 24.24 Flooring of matched, polished triangles of white-veined red marble gives a kaleidoscopic effect. (Architect: The Architects Collaborative. Photo by Edward Allen)
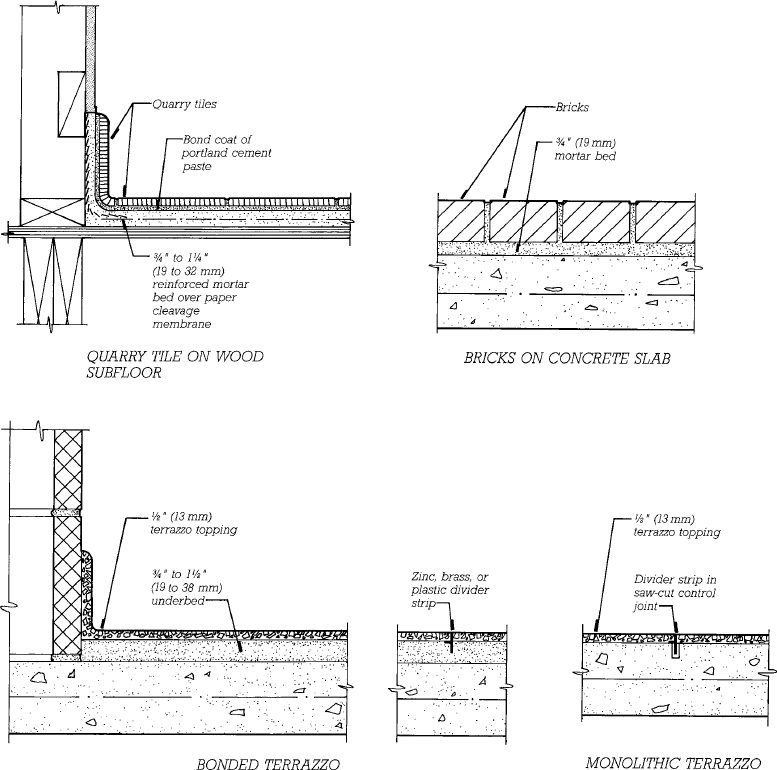
FIGURE 24.25 Typical details of tile, brick, stone, and terrazzo flooring. Traditional sand cushion terrazzo flooring is not illustrated. The terrazzo systems shown here are thinner and lighter than sand cushion terrazzo, but they perform as well on a properly engineered floor structure. Thin-set terrazzo, the lightest of the systems, uses very small stone chips in a mortar that is strengthened with epoxy, polyester, or polyacrylate.
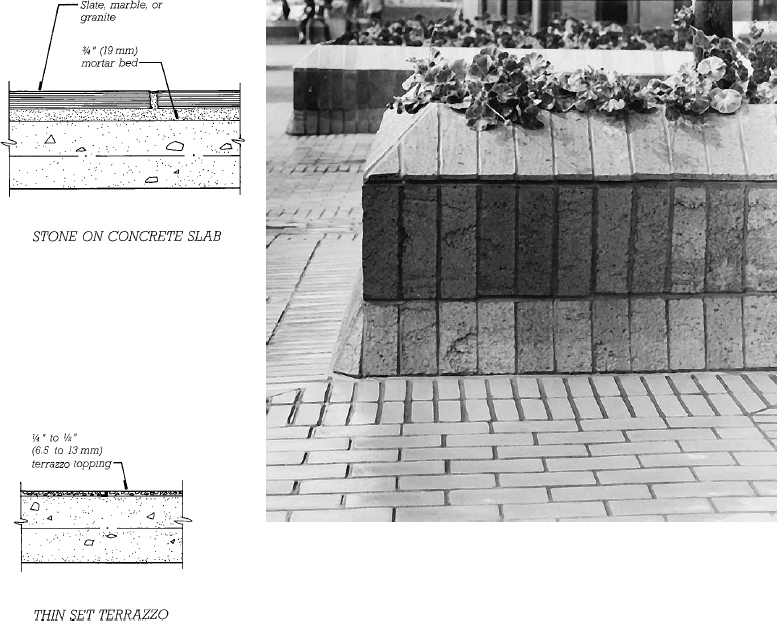
FIGURE 24.26 A floor of glazed brick pavers meets a planting bed constructed of brick masonry. (Courtesy of Stark Ceramics, Inc.)

FIGURE 24.27 Unglazed quarry tiles used as flooring and as a facing for columns and railings. (Architect: Skidmore, Owings & Merrill. Interior designer: Duffy, Inc. Courtesy of American Olean Tile Company)
Ceramic Tiles
Fired clay tiles that are smaller than quarry tiles are referred to collectively as ceramic tiles. Ceramic tiles are usually glazed. The most common shape is square, but rectangles, hexagons, circles, and more elaborate shapes are also available (Figure 24.30). Sizes range from ½ inch (13 mm) to 4 inches (100 mm) and more. Smaller-sized tiles are shipped from the factory with their faces adhered to large backing sheets of plastic mesh or perforated paper. The tilesetter lays whole sheets of 100 or more tiles together in a single step rather than as individual units (Figure 7.39). The backing sheet is easily removed by wetting it after the tile adhesive has cured.
Grout color has a strong influence on the appearance of tile surfaces, just as it does for brick and stone. Many different premixed colors are available or the tilesetter may color a grout with pigments.

FIGURE 24.28 Square and rectangular quarry tiles in contrasting colors create a pattern on the floor of a retail mall. (Architect: Edward J. DeBartolo Corp. Courtesy of American Olean Tile Company)
Methods of installing ceramic tile on interior wall surfaces, discussed in the previous chapter, apply to floor tiling as well, and an example of ceramic tile installation on floors and walls is shown in Figure 23.41. As in wall tiling applications, waterproofing membranes may be integrated into floor tile assemblies in wet-use locations. Where tile are thickset over substrates that are cracked or prone to excessive deflection, a slip sheet or cleavage membrane, usually consisting of ordinary building felt, may be inserted between the mortar base and the substrate to isolate the tile assembly from the substrate and reduce the chance of tile cracking. Where tile are thin-set over problematic substrates, crack isolation membranes or uncoupling membranes that preserve the necessary bond between the thin-set compound and the substrate, but limit the transfer of stresses into the tile assembly, may be used.
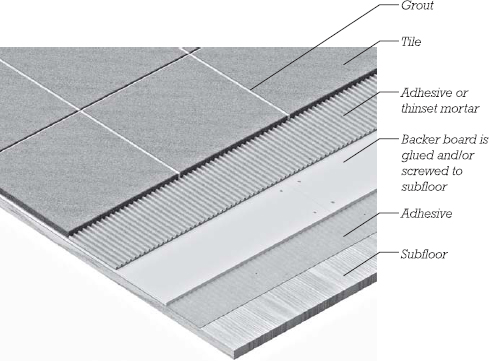
FIGURE 24.29 Quarry tiles may be adhered to a cementitious backer board that is applied as an underlayment to a wood panel subfloor.
Terrazzo
Terrazzo is an exceptionally durable flooring. It is made by grinding and polishing a concrete that consists of marble or granite chips selected for size and color in a matrix of colored portland cement or another binding agent. The polishing brings out the pattern and color of the stone chips. A sealer is usually applied to further enhance the appearance of the floor (Figure 24.31). Terrazzo may be formed in place or installed as factory-made tiles. For stair treads, window sills, and other large components, terrazzo is often precast. Because of its endless variety of colors and textures, terrazzo is often used in decorative flooring patterns. The colors are separated from one another by divider strips of metal, plastic, or marble. The divider strips are installed in the underbed prior to placing the terrazzo, and are ground and polished flush in the same operation as the terrazzo itself.

FIGURE 24.30 Ceramic tile wainscoting and flooring in a bar. (Architect: Daughn/Salisbury, Inc. Designer: Morris Nathanson Design. Courtesy of American Olean Tile Company)
Traditionally, terrazzo is installed over a thin bed of sand that isolates it from the structural floor slab, thus protecting it to some extent from movements in the building frame. This sand cushion terrazzo, due to its thickness, usually 2½ inches (64 mm), is heavy. For greater economy and reduced thickness, the sand bed may be eliminated to produce bonded terrazzo, or both the sand bed and underbed may be eliminated with monolithic terrazzo. Thin-set terrazzo, made from epoxy resins, polyester resins, or polymer-modified cements, is the thinnest of all terrazzo installation methods (Figure 24.25). In any of these systems, a terrazzo baseboard can be formed and finished as an integral part of the floor, thus eliminating a dirt-catching seam where the floor meets the wall.
Wood and Bamboo Flooring
Wood Flooring
Wood is used in several different forms as a finish flooring material, the most common of which is solid wood tongue-and-groove strip flooring, typically ¾ inch (19 mm) thick and 1½ to 2¼ inches (38–57 mm) wide. Strip flooring can be made from many hardwood and softwood species, some of the more commonly used being White oak, Red oak, Pecan, and Maple (Figure 7.36 Some common molding patterns for wood interior trim. A and I are crowns, C is a bed, and D and E are coves. All are used to trim the junction of a ceiling and a wall. F is a quarter-round for general-purpose trimming of inside corners. Moldings G–J are used on walls. G is a picture molding, applied near the top of a wall so that framed pictures can be hung from it at any point on special metal hooks that fit over the rounded portion of the molding. H is a chair rail, installed around dining rooms to protect the walls from damage by the backs of chairs. I is a panel molding and J is a batten, both used in traditional paneled wainscoting. Baseboards (K–N) include three single-piece designs and one traditional design (K) using a separate cap molding and shoe in addition to a piece of S4S stock that is the baseboard itself (see also Figures 24.32–24.34). The wood strips are held tightly together and blind nailed by driving nails diagonally through the upper interior corners of the tongues, where they are concealed from view once the next strip is installed. The entire floor is then sanded smooth, stained if desired, and finished with a varnish or other clear coating. When its surface becomes worn, the flooring can be restored to a new appearance by sanding and refinishing.
Solid wood flooring is also available in widths ranging from 3 to 8 inches (75–200 mm), in which case it is referred to as plank flooring. Because the wider planks are more prone to distortion with changes in moisture content, they are often fastened through the face with countersunk and plugged screws in addition to or instead of being blind nailed along their edges.

FIGURE 24.31 A terrazzo floor in a residential entry uses divider strips and contrasting colors to create a custom floor pattern. (Courtesy of National Terrazzo and Mosaic Association, Inc.)
For greater economy, factory-made wood flooring consisting of finish wood veneers laminated to a plywoodlike core, called engineered wood flooring, is available. Typically ⅜ or ½ inch (10 or 13 mm) thick, it is usually glued to the subfloor with a mastic adhesive rather than nailed. The laminated construction of engineered wood flooring makes it less sensitive to the effects of moisture and more dimensionally stable than solid wood flooring. For this reason, it is considered better suited for use on basement slabs on grade or in other locations exposed to high humidity levels. Because their finish surface is a thin veneer, most engineered wood floorings are not able to withstand subsequent sanding and refinishing.
FIGURE 24.32 Details of hardwood strip flooring installation. At the left, the flooring is applied to a wood joist floor, and at the right, to wood sleepers over a concrete slab. The blind nailing of the flooring is shown only for the first several strips of flooring at the left. The baseboard makes a neat junction between the floor and the wall, covering up the rough edges of the wall material and the flooring. The three-piece baseboard shown at the left does this job somewhat better than the one-piece baseboard, but it is more expensive and elaborate. For a more stable, higher-quality installation, an additional sheet of plywood underlayment or sheathing may be added under the wood flooring in each of these examples.
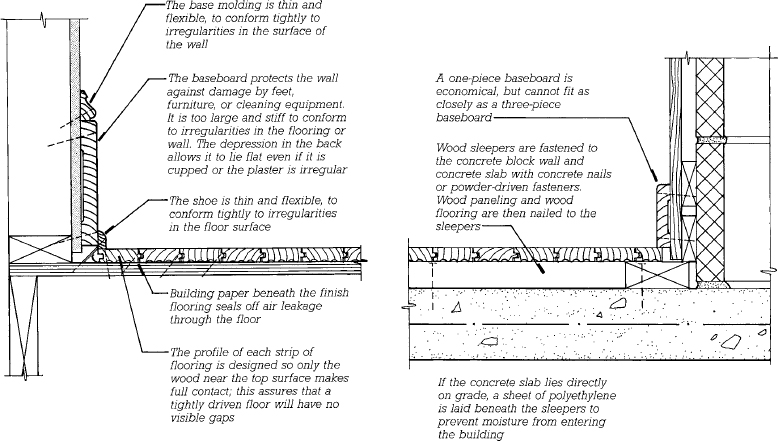

FIGURE 24.33 An installer of hardwood strip flooring uses a pneumatic nail gun to drive the diagonal blind nails that fasten the flooring to the subfloor. The nail gun is a special type that is activated by a blow from a mallet that also serves to drive the flooring pieces tightly together. Asphalt-saturated felt paper cushions the flooring and helps to prevent squeaking. (Photo by Rob Thallon)
Parquet is wood flooring of varying hues arranged in patterns. It may be made of solid wood strips assembled in the field, of factory-preassembled blocks made from solid wood strips, or of engineered wood.
Some proprietary wood floorings are not nailed or glued to the subfloor, but instead “float” above it on a thin pad of resilient foam. These so-called floating floors are made by connecting the individual pieces of flooring together at the edges to make one continuous piece as large as the room in which the flooring is laid. Edge gluing is the most common way of making this connection, but systems are available that use metal clips or interlocking edge details. A gap is left at the edges to permit expansion and contraction of the floor. This is later covered with baseboard trim. Most floating floors are made of engineered wood flooring, which is more dimensionally stable than solid wood flooring.
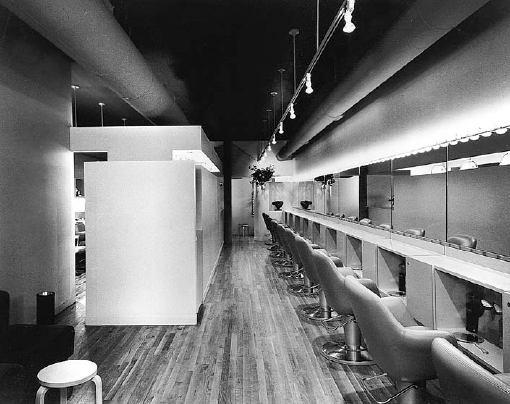
FIGURE 24.34 Oak strip flooring in a hair salon. Notice the use of exposed ducts and a lighting track at the ceiling. (Architects: Michael Rubin and Henry Smith-Miller in association with Kenneth Cohen. Courtesy of Oak Flooring Institute)
Many types of wood flooring are available with factory-applied finishes. When the installation of conventional unfinished flooring begins on a project, it may require the complete cessation of other construction activities for a number of days while the flooring is installed and sanded, and several coats of finish are applied and allowed to dry. With factory-finished flooring, the time required for a complete installation and the impact on the other activities are minimized. Prefinished flooring, however, cannot be sanded after installation, so these products are typically supplied with eased edges (a slight beveling of the corners along the finish face edges) that hide any minor differences in level between adjacent pieces of flooring after installation. Factory finishing is especially common with engineered wood flooring. Because the finish veneer is thin, and can never be sanded and refinished, an especially hard, wear-resistant acrylic resin finish is applied in the factory that helps to prolong the life of the floor.
The fastest-growing segment of the flooring market is plastic laminate flooring, which is almost always laid as a floating floor. It is composed of planks or large tiles that have a wood composite core and a wearing layer of high-density plastic laminate much like that used on countertops. The laminate is usually patterned to resemble wood, but other patterns are also available. Most laminate floorings may be used in kitchens or baths if a sealant is applied around the perimeter of the floor to keep water from getting beneath it.
Exceptionally long-wearing industrial wood block flooring is made of small blocks of wood set in adhesive with their grain oriented vertically. Although this type of floor is relatively high in first cost, it is economical for heavily used floors and is sometimes chosen for use in public spaces because of the beauty of its pattern and grain.
Bamboo Flooring
Bamboo, a rapidly growing grass, can be manufactured into flooring products very much like those made of wood. The manufacturing process entails slicing the hollow bamboo shoots into strips, processing the strips to remove starch, laminating and gluing the strips under pressure, and then machining the laminated stock into the final flooring profile. Laminations may be oriented either vertically or horizontally within the strip, creating a surface appearance analogous to either flat grain or edge grain in solid woods.
Bamboo flooring is harder and more dimensionally stable than flooring made of conventional wood. Its natural color is light, akin to that of maple. A darker amber hue can also be achieved by pressure steaming, a process called “carbonization.” Like wood, bamboo flooring can be provided either as solid strip, made entirely of bamboo laminations, or as an engineered product consisting of a roughly ⅛-inch (3-mm)-thick bamboo finish layer adhered to a laminated base of conventional wood. It may be provided unfinished or factory finished.
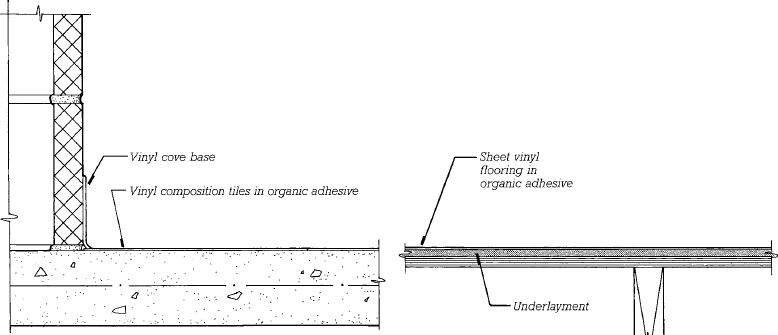
FIGURE 24.35 Typical installation details for resilient flooring. At the left, vinyl composition tiles applied directly to a steel-trowel-finish concrete slab, with a vinyl cove base adhered to a concrete masonry partition. To the right, sheet vinyl flooring on underlayment and a wood joist floor structure.
Resilient Flooring
The oldest resilient flooring material is linoleum, a sheet material made of ground cork in a linseed oil binder over a burlap backing. Asphalt tiles were later developed as an alternative to linoleum, but the majority of today’s resilient sheet floorings and tiles are made of compounds of vinyl or rubber. The primary advantages of resilient floorings are the wide range of available colors and patterns, moderately high durability, and low initial cost.
Vinyl composition tile (VCT), made of one or more vinyl resins in combination with binders, pigments, and fillers (VCT may consist of as much as 85 percent limestone filler), has the lowest installed cost of any flooring material except concrete and is used in vast quantities on the floors of residences, offices, classrooms, and retail spaces. Other common resilient tile flooring materials include solid vinyl tile (SVT), with higher vinyl content and greater durability than VCT, and rubber floor tile, made from vulcanized natural or synthetic rubber compounds and various additives. Floor tile thickness is typically ⅛ inch (3 mm) or slightly less. The most common tile size is 12 inches (305 mm) square, although other sizes, up to 36 inches (914 mm) square, are also available.
The most common resilient sheet flooring materials are solid vinyl and rubber. Resilient floorings of linoleum, cork, and other materials are also available. Each offers particular characteristics of durability and appearance. Thicknesses of sheet flooring are also on the order of ⅛ inch (3 mm), slightly thinner for lighter-duty floorings, and slightly thicker if a cushioned back is added to the product. Sheet floorings are furnished in rolls 4.9 to 12 feet (1.5–3.6 m) wide. If they are skillfully installed, the seams between sheet strips are virtually invisible.
Most resilient flooring materials are glued to the concrete or wood of the structural floor (Figures 24.35–24.37). The resilient materials themselves are so thin and deformable that they show even the slightest irregularities in the floor deck beneath. Concrete surfaces to which resilient materials will be applied must first be scraped clean of construction debris and spatters. Wood panel decks are covered with a layer of smooth underlayment panels, usually of hardboard, particleboard, or sanded plywood, to provide a smoother substrate for the resilient flooring materials. Joints between underlayment panels are offset from joints in the subfloor to eliminate soft spots at joints. The thickness of the underlayment is chosen to make the surface of the resilient flooring level with the surfaces of flooring materials such as hardwood and ceramic tile that are used in surrounding areas of the building. Leveling compounds, gypsum or cement-based plasterlike materials that can be feathered to a very thin edge, are also used to fill in minor low spots in the floor surface prior to installing the resilient materials.
FIGURE 24.36 Vinyl composition tile and a vinyl cove base. Notice how the base is simply folded around the outside corner of the partition. (Photo courtesy Armstrong World Industries)

FIGURE 24.37 Sheet vinyl flooring can be flash coved to create an integral base that is easily cleaned, for use in health care facilities, kitchens, and bathrooms. The seams are welded to eliminate dirt-catching cracks. (Photo courtesy Armstrong World Industries)
Various flooring accessories such as bases, stair treads, and stair nosings are also made of vinyl and rubber compounds. Cove base is the most common base used with resilient flooring (Figure 24.35). Straight base, also called flat or toeless base, has no cove or toe and is most commonly used with carpet flooring. Fit-to-floor base or butt-to base, has a square-edged toe the same thickness as the floor covering; it butts tightly to the finish flooring, creating a flush transition between the two.
Carpet
Carpet is manufactured in fibers, styles, and patterns to meet almost any flooring requirement, indoors or out, except for rooms that need thorough sanitation, such as hospital rooms, food processing facilities, and toilet rooms. Some carpets are tough enough to wear for years in public corridors (Figure 24.38); others are soft enough for intimate residential interiors. The costs of carpeting are often competitive with those of other flooring materials of similar quality, whether they are measured on an installed-cost or life-cycle-cost basis. Slightly more than one-half of all carpet sold in North America is made with nylon fibers; more than an additional one-third is made with polypropylene; the remainder is made with other synthetics and natural fibers.
There are four ways to install carpet: Most commonly, they are either glued directly to the floor deck (direct glue-down installation) or stretched over a carpet pad or cushion and attached around the perimeter of the room by means of a tackless strip (stretch-in installation). The tackless strip (also called a tackstrip) is a continuous length of wood, fastened to the floor, that has protruding spikes along the top to catch the backing of the carpet and hold it taut as it is stretched into place by the installers. Alternatively, the carpet pad can be glued to the floor deck and then the carpet can be glued to the pad (double glue-down installation), or a carpet with a factory-attached pad can be glued to the floor deck (attached cushion installation).
If carpet or carpet tile is laid directly over a wood panel subfloor such as plywood, the panel joints perpendicular to the floor joists should be blocked beneath to prevent movement between sheets. Tongue-and-groove plywood subflooring accomplishes the same result without blocking. Alternatively, a layer of underlayment panels may be nailed over the subfloor with its joints offset from those in the subfloor.
Carpets, carpet pads, and adhesives are all potentially significant sources of VOC emissions. Products meeting the requirements of the Carpet & Rug Institute’s Green Label Plus program are certified as meeting low-emission standards complying with current requirements of LEED NC and other green building programs. A newer standard is the NSF International’s NSF/ANSI Standard 140 Sustainable Carpet Assessment Standard. NSF 140 provides a more comprehensive life-cycle rating system for carpet that addresses not only indoor air quality, but also other public health and environmental concerns, energy efficiency, recycled or biobased materials content, end-of-life reclamation, and other considerations.
Carpet Tile
Carpet materials are also manufactured in tile form, with typical sizes ranging from 18 to 36 inches (457–914 mm) square. In comparison to sheet carpet, carpet tiles are easier to deliver, store, handle, and install; they allow easier spot replacement; they permit ready underfloor access; and they are compatible with raised-access flooring systems. Carpet tile installation methods include glue-down, in which every tile is adhered to the subfloor; partial glue-down, in which only periodically spaced tiles are adhered to the subfloor; and free-lay, in which interlocking tiles are laid without any adhesive.

Leave a Reply